

MeshToMold Service Concept Workflow
MeshtoMold Origin and Concept
It's sometimes amazing what you can come up with by just listening to your customers. This concept is an example of just that (Thanks, Frank!). I previously mentioned in the write up about Open Factory that a lot of the customers we work with come form the jewelry industry. A large majority work with waxes and go thru the traditional investment casting process. Another subset work with metal clays and either hand form or use 2D patterns to make their pieces.
Given our printers capabilities, we though to ourselves "Why not try and use these clays with full 3D molds?". Luckily I had some experience with a very similar process. While working in Miller Lab I was exposed to the world of microfluidics, a lot of what was learned there could be applied here.
This was also of interest as we were looking for a way to create more functional parts. The idea was to find a way to use resin printing to get to metal parts somehow outside of the usual investment casting process. Metal clays and wax molds could be that solution. No investment material, no burn out process, no foundry, just a blow torch was needed.
Process/Testing
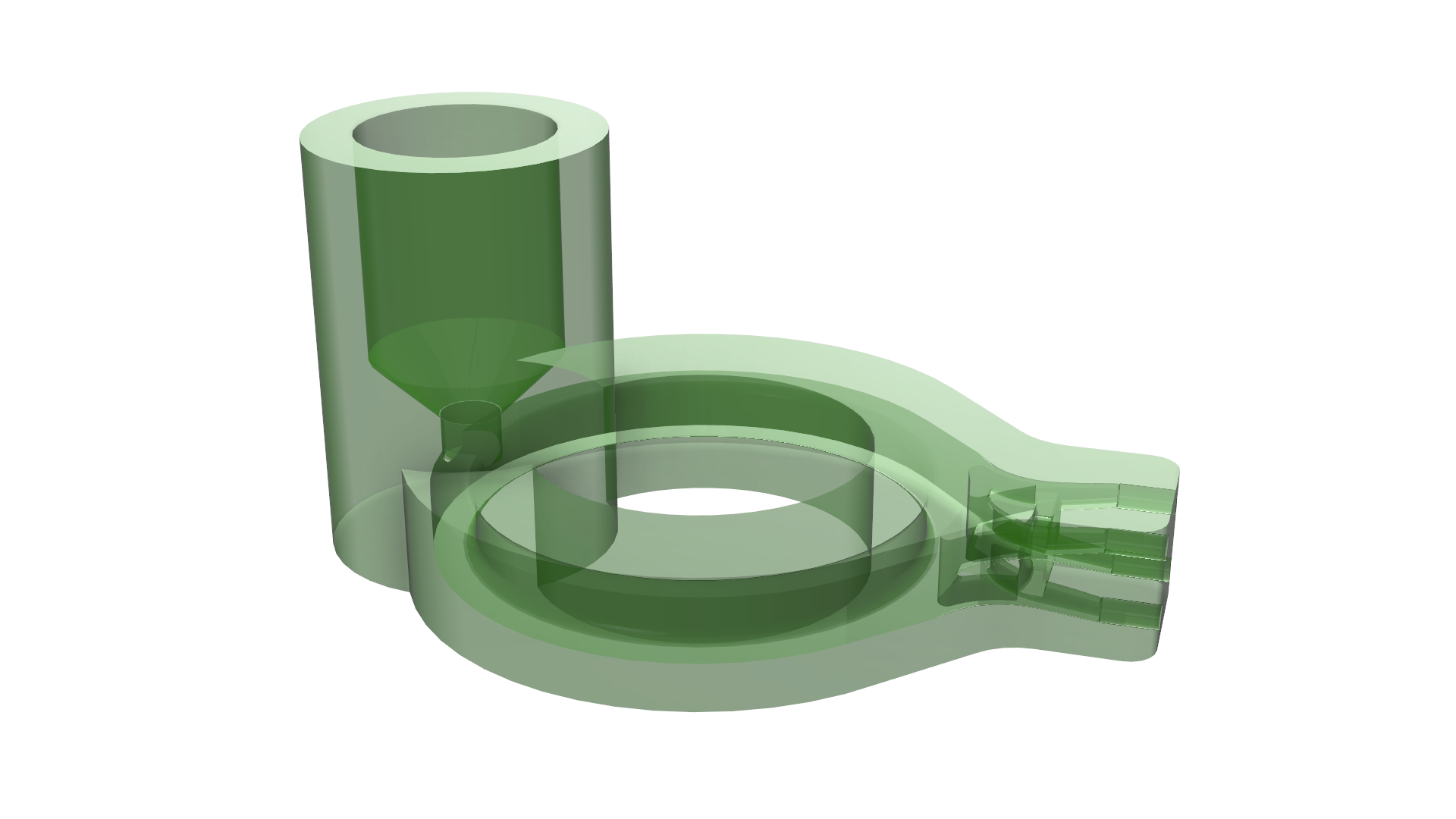
At the very base level of the MeshToMold concept, we are simply creating an offset shell of the geometry we want to have molded. The big issue to overcome is designing so that when the clay is pumped in, it flows to every nook and cranny...without blowing the mold itself.
At the time, we had an intern with us at Open Factory (Hey, Ricardo!) and he was planning to propose to his long time girlfriend. Being an intern and recent college grad, money was tight so being the problem solvers that we are, we figured this maybe a great opportunity to give a ring a try!












Further Testing
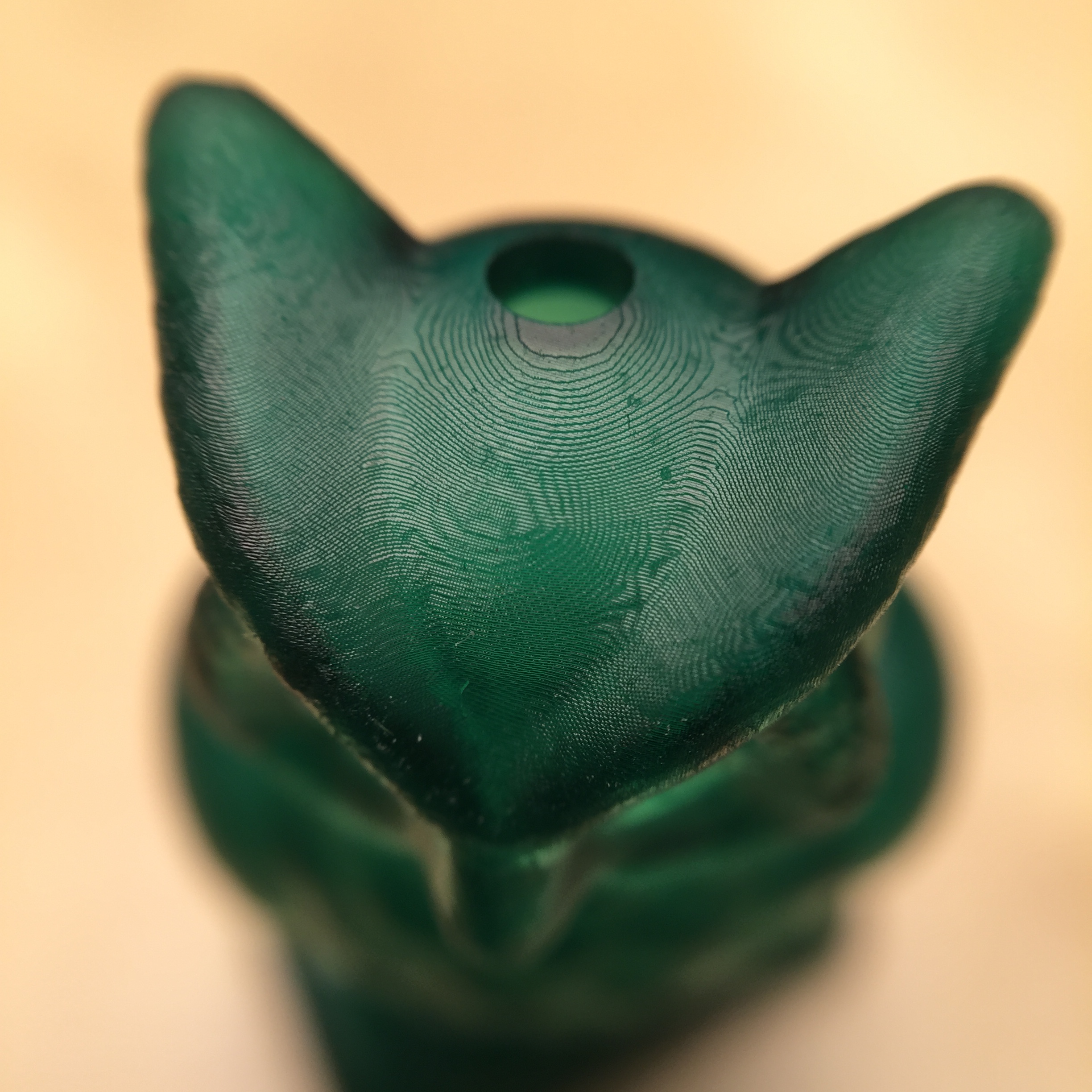
Ricardo's ring design was just the start. We next wanted to scale up our models and test something more substantial. Coming from the Rice University ecosystem, I've subliminally developed an infatuation for owls (it's their mascot, I also love the color scheme blue and gray).
Using the Owl Statue design by cushwa (same owl pictured at the top of this page), we began to test something heftier. As you can see from the model, this would take substantially more clay and the mold design would need to be optimized so that the clay would fill appropriately to capture all the detail.
We had to go through a number of iterations to get ideal clay flow, this showed us that a one size fits all approach is not going to be doable. We would need to come up with design rules and apply depending on user geometry. In other words, everything would need to be custom, which is not ideal.
Future
Even though the current testing process has put us at a fork in the road, we still have options to explore.
- We can go back and focus on the parameter space for just jewelry. Narrowing down a specific use case will allow us to potentially come up with design rules that we can apply for mold generation.
- We can continue to explore the direction we are going and come up with a general design rule that will work for the majority of cases, but be very upfront about pitfalls we've discovered or that users can expect
- One of the major issues we are having has to deal with the viscosity of the clays we are using. There are recipes/tutorials out there we can look at in terms of making a more ideal material formulation for the MeshToMold process.
These are just a few examples that we will be looking at in the near future. The current front running option is to revisit the materials formulation. The thing to keep in mind is that in order to lower the viscosity, the ratio of metal to clay/binder will have to be skewed in favor of less metal. This would result in an increase in shrinkage but will also jeopardize structural integrity since once the part is fired it will be more porous. Granted there is a secondary post processing method to fill in these voids. Options, options, options.